産業用電動機の基礎原理とエネルギー変換のメカニズム
現代の産業社会において、電動機(モータ)は単なる動力源ではなく、文明の基盤システムを文字通り駆動する心臓部です。国際エネルギー機関(IEA)の2023年の統計によると、電動機システムは世界の全電力消費量の53%という圧倒的なシェアを占めています。人類が生成する電力の過半数が、モータを通じて機械的な仕事へと変換されているのです。
現場のエンジニアが設備に向き合う際、まず強く意識すべきは「ライフサイクルコスト(LCC)」の概念です。
調達部門はしばしば導入時のイニシャルコストを判断基準にしがちですが、典型的な産業用連続稼働モータのLCCを分析すると、初期購入費は全体のわずか2〜3%に過ぎません。残りの95〜97%は、長年にわたって消費し続ける電気代(エネルギーコスト)が占めています。
つまり、モータを購入するという行為は「将来の電力消費の権利を買う」ことに等しいのです。資本予算(初期費用)と運営予算(電気代)の管轄部門が異なることで生じる「スプリット・インセンティブ(利益相反)」の壁を組織的に乗り越え、トータルコストの視点から最適な高効率機器を設計・選定することが、現代のエンジニアに求められる重大な責務と言えます。
回転磁界の生成と同期速度
電動機は、電気エネルギーを物理的な運動エネルギーへと変換する唯一無二の変換器です。その動作の根底にあるのは、マクスウェルの方程式に代表される電磁気学の基本法則です。
産業用として最も広く普及している三相誘導電動機では、固定子(ステータ)に120度ずつ空間的にずらして配置された三相巻線が存在します。ここに、時間的に位相のずれた三相交流電流を流すことで、固定子の内部空間に一定の速度で回転する合成磁界、すなわち「回転磁界」を作り出します。
この回転磁界が回る速度を「同期速度」と呼びます。同期速度Nsは、電源の周波数fと、モータの極数Pによって一意に決定され、以下の式で表されます。
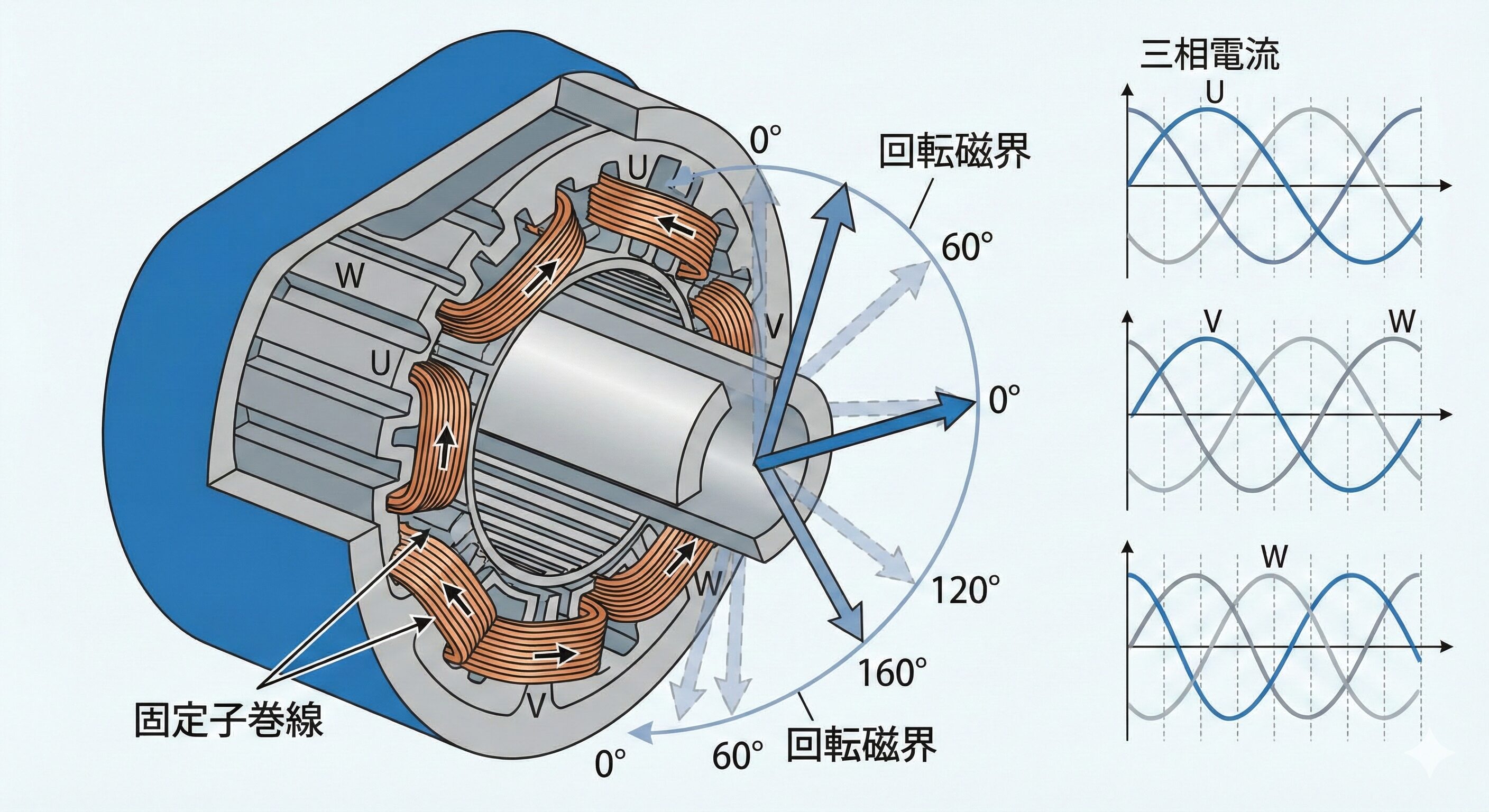
三相交流による回転磁界の生成プロセスと固定子構造の模式図
この回転磁界の中に導体である回転子(ローター)を置くと、ファラデーの電磁誘導の法則によってローター内の導体が磁束を切断し、電圧が誘起されて電流(渦電流)が流れます。
そして、フレミングの左手の法則に従い、この誘導電流と回転磁界の相互作用によって、ローターに回転方向への力(ローレンツ力)が発生します。これが「アラゴの円板」として知られる誘導電動機の根本的なトルク発生原理です。
トルクを生み出す「すべり(Slip)」の自己平衡性
誘導電動機を理解する上で最も重要なパラメータが「すべり(Slip)」です。誘導電動機のローターは、決して回転磁界と同じ速度(同期速度)で回ることはありません。
もしローターが同期速度と完全に同じ速度で回ったと仮定すると、ローター上の導体から見て磁界は相対的に静止していることになります。すると磁束を切断しなくなるため、誘導電流が発生せず、トルクもゼロになってしまいます。
したがって、トルクを生み出し続けるためには、回転磁界の速度とローターの速度の間に必ず「速度差」が必要です。この速度差の割合を「すべりs」と呼び、次式で定義します。
ここでNは実際のローター回転速度です。定格負荷で運転しているときのすべりは、通常2%から5%程度に設計されています。
誘導電動機がこれほどまでに普及した最大の理由は、このすべりによる「自己平衡性」にあります。負荷が重くなると、ローターの回転速度がわずかに落ちてすべりが増加します。すべりが増えると、より高速で磁束を切ることになるためローター電流が増加し、結果としてより大きなトルクを発生させて負荷とバランスします。
逆に負荷が軽くなればすべりは減少します。外部からの複雑な制御なしに、自律的にトルクと速度を調整するこの特性こそが、誘導電動機の最大の強みです。
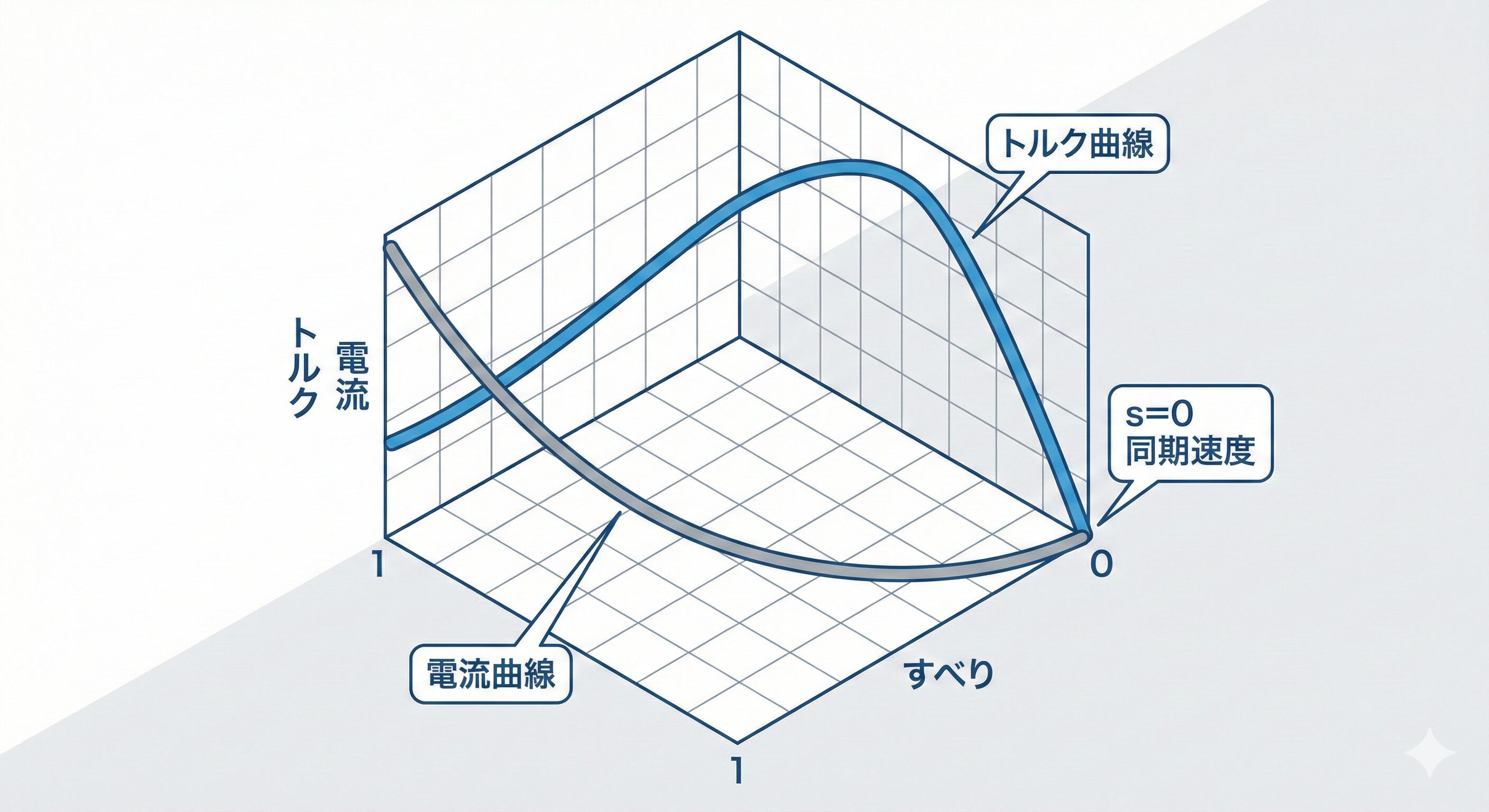
すべりとトルク・電流の関係を示すトルク・すべり特性曲線図
等価回路による特性解析と保全への応用
設計エンジニアや保全エンジニアが現場でモータの特性を定量的に扱う際、内部の複雑な電磁気現象を電気回路に置き換えた「等価回路」を用います。
誘導電動機は、電気的な構造として一次側(固定子巻線)と二次側(回転子巻線)を持つ変圧器(トランス)と非常によく似ています。変圧器と異なるのは、二次側が機械的に回転し、その回転状態(すべり)に応じて二次側の抵抗値が変化するように振る舞う点です。
代表的な「T型等価回路」では、以下のパラメータによってモータの特性が表現されます。
一次抵抗:固定子巻線の銅損に関係する抵抗分です。
一次漏れリアクタンス:ローターと交差せずに漏れてしまう固定子側の磁束による電圧降下を表します。
励磁回路(コンダクタンスとサセプタンス):鉄心内に主磁束を作るための励磁電流と、鉄損を表します。
二次抵抗:回転子巻線の抵抗であり、モータの始動トルクやすべり特性に極めて大きな影響を与えます。
二次漏れリアクタンス:回転子側の漏れ磁束を表します。
設計者は、これらのパラメータを微調整することで、用途に合わせた最適なモータ(例えば、始動トルクが大きい深溝かご形ローターや、定常効率の高い低抵抗材ローターなど)を生み出します。
一方で、保全エンジニアにとってこの等価回路は「健康診断の基準値」となります。長年の熱ストレスや電気的ストレスによって絶縁材が劣化したり、ローターバーにクラックが入ったりすると、これらの等価回路パラメータが初期値から変化します。この微小な変化を捉えることが「劣化診断」の正体であり、基礎理論を理解しているかどうかが、高度な予知保全ツールを使いこなせるかどうかの分水嶺となります。
電動機の構造・規格と最適な仕様選定
世界の脱炭素化を背景に、産業用モータは標準効率からプレミアム効率(IE3)、さらにスーパープレミアム効率(IE4)へと規格移行が進んでいます 。この高効率化は、単なるパラメータの調整ではなく、モータを構成する材料そのものの抜本的な見直しによって達成されています 。
効率を支配する材料工学:銅ローターと極薄電磁鋼板
誘導電動機の回転子(ローター)は、製造コストと成形性の観点から長らくアルミニウムダイキャストが標準でした 。しかし、さらなる損失低減の切り札として、導電率に優れる銅(Copper)ローターの採用が拡大しています 。
純銅の導電率はIACS基準で100%であり、純アルミニウムの約60%を大きく凌駕します 。回転子の二次銅損は回転子電流の二乗と回転子抵抗の積で表されるため、導体を銅に置換するだけで抵抗値は約40%低減され、損失の大幅な削減に直結します 。実際に7.5kWクラスのモータでは、効率が1.8ポイント向上し、モータ全体の損失を15%から23%削減できることが実証されています 。
銅の融点は1,085°Cとアルミニウムの約660°Cよりはるかに高く、ダイキャスト金型にヒートチェック(微細な亀裂)を引き起こすという製造上の壁があります 。
また、銅の密度はアルミニウムの約3.3倍であるためローター単体は重くなりますが、高い導電率のおかげで必要な積層厚(スタック長)を短縮できるため、モータ全体の総重量としては約9%の軽量化を達成するケースすらあります 。
固定子(ステーター)側でも、鉄損を抑えるための進化が起きています 。渦電流損は鋼板の厚さの二乗に比例するため、高効率機では従来の0.50mm厚から0.35mm厚の高級電磁鋼板への移行が進んでおり、これがインバータ駆動時の高周波損失の抑制に極めて有効に働きます 。
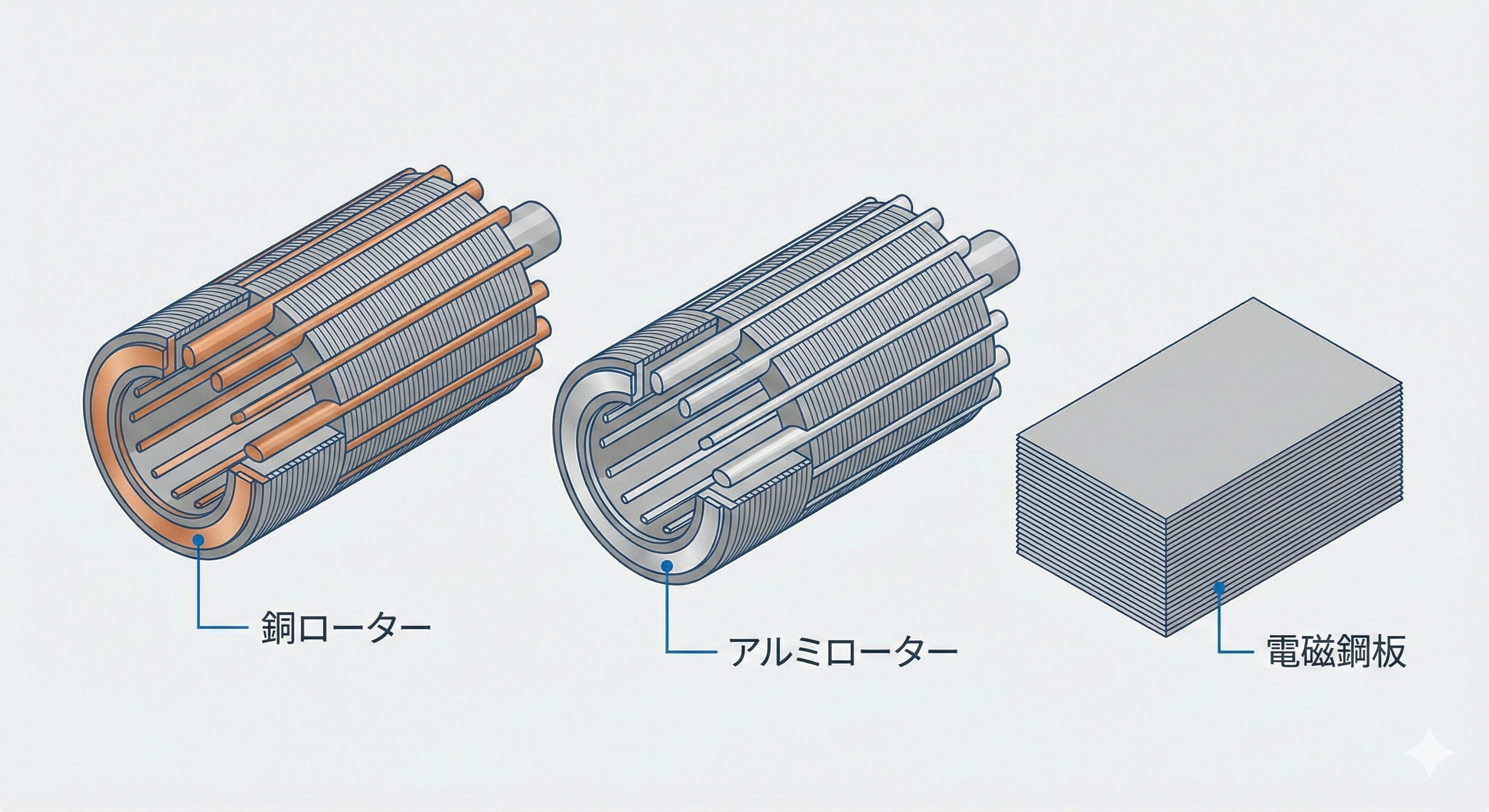
銅ダイキャストローターとアルミニウムローターの断面構造および極薄電磁鋼板の積層イメージ図
環境耐性と熱管理:IP/ICコードの実践的解釈
現場の設置環境に応じた防御能力(IPコード)と冷却方式(ICコード)の選定は、機器の寿命を直接左右します 。
防塵・防水性を示すIPコード(IEC 60034-5)において、現場のエンジニアが陥りやすい罠が「密閉すればするほど安全」という誤解です 。
IP65のような高気密モータであっても、運転停止時の温度低下によって内部の空気が収縮し、パッキンの微細な隙間から湿気を含んだ外気を吸い込む「呼吸作用」が発生します 。これが長期間繰り返されると内部に結露水が蓄積し、絶縁破壊を招きます 。そのため、最下部にドレン穴(水抜き穴)を設けたり、停止中の巻線を温めるスペースヒーターを装備したりする対策が推奨されます 。
冷却方式を示すICコード(IEC 60034-6)は、インバータ(VFD)駆動時に特に重要です 。標準的な全閉外扇形であるIC411は、メインシャフトに直結されたファンで冷却するため、低速運転時には風量が激減し冷却能力が失われます 。
ポンプのような低速で負荷が軽くなる用途なら問題ありませんが、コンベアなどの「定トルク負荷」を低速で連続運転する場合、焼損のリスクが高まります 。このような用途では、独立した電動ブロワで常に一定の冷却風を送る他力換気方式(IC416)の選定が必須となります 。
絶縁階級の設計思想:10℃半減則とサージ対策
電動機の電気的寿命は、絶縁材の熱劣化によって決まります 。熱劣化は化学反応であり、アレーニウスの法則に基づく「10℃半減則」に従います 。寿命計算の基本式は以下の通りです。
ここで、Lは予測寿命、L0は基準温度での寿命、Tmaxは絶縁材の許容温度、Topは実際の運転温度です 。
信頼性の高いプラント設計では、許容温度が155°CのF種絶縁材を使用しつつ、実運転時の温度上昇をB種(130°C限界)に抑える「F種絶縁・B種ライズ」という仕様が一般的です 。これにより25°Cの熱的マージンが生まれ、過負荷や電圧変動に対する強力なバッファとなります 。もし180°C許容のClass H絶縁を155°C条件で運転すれば、上記の式より寿命は約5.66倍に跳ね上がり、ライフサイクルコストを劇的に改善できます 。
また、インバータ駆動時にはPWM制御による急峻な立ち上がり電圧(サージ電圧)が印加され、部分放電(PD)による絶縁被膜の侵食が発生しやすくなります 。そのため、IEC 60034-18-41などに適合したインバータサージ対策済みの強化絶縁システムを指定することが不可欠です 。
動的負荷の評価:時間定格と等価トルク選定法
産業機械の負荷は常に一定(S1連続定格)とは限りません 。起動や休止を繰り返す反復使用定格(S3など)の装置において、最大トルクに合わせてモータ容量を決定すると過剰スペックとなります 。
モータの定格は「熱的な許容限界」で決まるため、変動負荷の熱的ストレスを二乗平均平方根(RMS)法を用いて「等価トルク」に換算します 。
ここでTiは各区間のトルク、tiはその継続時間です 。注意すべきは、自力ファン(IC411)の場合、停止中は冷却効果が落ちるため、分母の停止時間に対して冷却係数(約0.25から0.3)を乗じて補正する必要がある点です 。
こうして求めた等価トルクがモータの連続定格トルク以下であり、かつ瞬間的な最大負荷がモータの停動トルクに対して十分な余裕(通常200%以上)を持っていれば、熱的にも機械的にも安全な選定と言えます 。
電動機を脅かす主要な故障メカニズム
現場で発生するモータのトラブルは、決して突然変異で起こるわけではありません。すべての故障には、材料の限界を超える物理的、あるいは化学的なストレスが背景に存在します。
モータの寿命を削るこれらの要因を網羅的に理解するためのフレームワークとして、国際規格等でも参照される「TEAMストレスモデル」があります。これは、熱的(Thermal)、電気的(Electrical)、環境的(Ambient)、機械的(Mechanical)の4つのストレスが複合的に作用して劣化が進行するという考え方です。本節では、このモデルを念頭に置きながら、現場で頻発する致命的な故障メカニズムを深掘りします。
絶縁劣化を支配するTEAMストレスとインバータサージ
モータの電気的故障の大部分は、固定子(ステータ)巻線の絶縁破壊に起因します。従来、絶縁劣化の主役は過負荷運転などによる「熱的ストレス(Thermal)」でしたが、近年、可変速駆動装置(VFD:インバータ)の普及に伴い、「電気的ストレス(Electrical)」の性質が劇的に変化しました。
最新のインバータはIGBT等の高速スイッチング素子を用いてパルス幅変調(PWM)を行いますが、このとき電圧の立ち上がり速度である dv/dtが極めて急峻になります。
インバータからモータまでのケーブル長が長い場合、ケーブルの特性インピーダンスとモータの入力インピーダンスの不整合により、モータ端子部で電圧の反射波が生じます。この反射波が入射波と重なり合うことで、モータ端子には直流母線電圧の2倍にも達する巨大なサージ電圧(インバータサージ)が印加されるのです。
この高電圧が巻線のエナメル被膜の微小な隙間(ボイド)に加わると、空気の絶縁耐力を超えて「部分放電(Partial Discharge)」が発生します。部分放電は強烈な紫外線と熱を発すると同時に、空気中の酸素と窒素を反応させてオゾンや硝酸を生成します。
これらの腐食性物質が絶縁被膜を化学的に侵食し、最終的にターン間短絡(ショート)を引き起こす現象をコロナ劣化と呼びます。
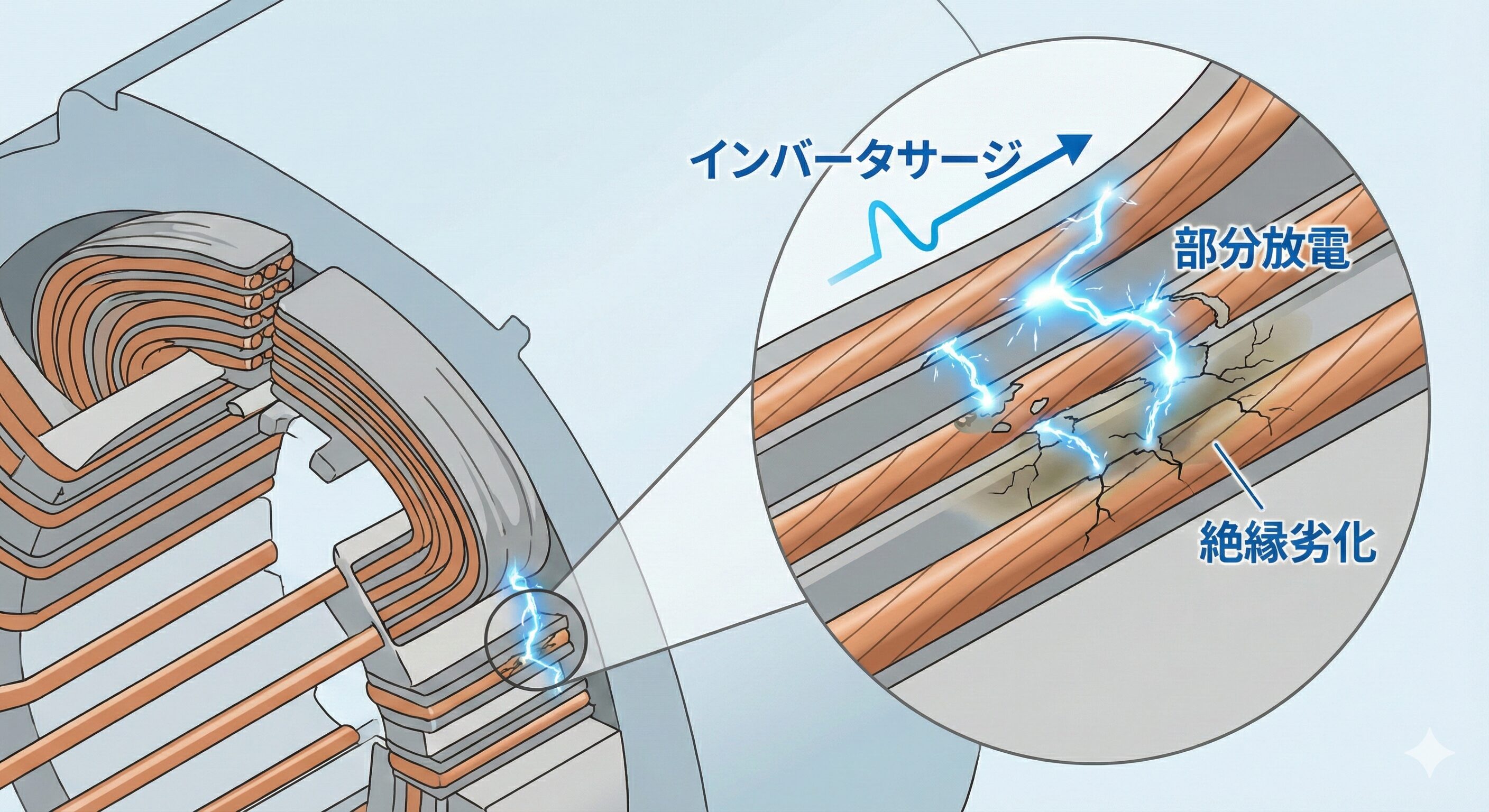
インバータサージによる部分放電の発生メカニズムと巻線絶縁劣化のプロセス
軸受(ベアリング)のトライボロジーと見えない脅威「電食」
機械的故障の中で圧倒的な割合(50%以上)を占めるのが軸受(ベアリング)のトラブルです。軸受の寿命は、転がり疲れ寿命(L10寿命)として理論計算されますが、現場で理論通りの寿命を全うする軸受はごくわずかです。
その多くは、潤滑不良、過大荷重、あるいは汚染物質の侵入といったトライボロジー(摩擦・摩耗・潤滑工学)的な問題によって早期に寿命を迎えます。
潤滑油膜が途切れて金属同士が直接接触すると、軌道輪や転動体の表面からうろこ状に金属組織が剥がれ落ちる「フレーキング(剥離)」が発生します。一度フレーキングが始まると、剥がれた金属粉が研磨剤として働き、破壊が加速度的に進行します。
さらに、インバータ駆動特有の新しい軸受故障として「電食(Electrical Discharge Machining: EDM効果)」が深刻な問題となっています。インバータの三相出力電圧は、瞬時値の和がゼロにならず、常に大地に対して電位を持つ「コモンモード電圧」を発生させます。この高周波電圧が静電結合によってローター軸に誘起され、軸電圧となります。
軸電圧が軸受内部の極めて薄い潤滑油膜の絶縁耐圧(通常は数ボルト程度)を超えると、油膜を突き破って放電スパークが発生します。この放電によって軸受の金属表面が局所的に数千度まで加熱されて溶融し、微小なクレーター(放電痕)が無数に形成されます。これが進行すると、軌道面に洗濯板のような波状の凹凸(電食ピッチまたはフルーティング)が形成され、異常な騒音と振動を引き起こしてモータを破壊します。
とコモンモード電圧による電流経路-699f512062297.jpg)
軸受に発生したフルーティング(電食痕)とコモンモード電圧による電流経路
回転機械を破壊する振動:アンバランスからソフトフットまで
振動は、故障の「結果」であると同時に、さらなる故障を引き起こす「原因」でもあります。現場で遭遇する振動トラブルの代表例が、アンバランスとミスアライメントです。
アンバランスは、ローターの質量中心と回転中心がズレている状態であり、回転速度の1倍の周波数(1X)で強い径方向の振動を発生させます。一方、ミスアライメントは、モータ軸と被駆動機(ポンプなど)の軸の芯出し不良であり、1倍だけでなく2倍、3倍の高調波振動を生むとともに、軸受に対して設計外の強烈なアキシアル(軸方向)荷重を加え、寿命を急激に縮めます。
さらに、現場のエンジニアが見落としがちな伏兵が「ソフトフット(Soft Foot)」です。これは、モータの4つの足(取付座)がベース面に完全に密着していない状態を指します。この状態でボルトを強く締め付けると、モータの鋳鉄フレームが歪み、内部の固定子コアも真円から楕円形に変形します。
ステータが歪むと、ローターとステータ間のエアギャップ(空隙)が不均一になります。エアギャップが狭い部分は磁気抵抗が小さくなるため、より強い電磁気的な吸引力(不平衡磁気吸引力:UMP)が発生します。このUMPは電源周波数の2倍の周波数でローターを引っ張るため、電気的な要因による強烈な2倍周波数振動を引き起こし、モータ全体を激しく揺さぶります。
苛酷な始動サイクルが招くローターバーの熱機械的疲労
誘導電動機を商用電源で直接始動する際、モータには定格の6倍から8倍という巨大な始動電流が流れます。この過酷な始動を頻繁に繰り返す、あるいはブロワのような高慣性(大きなGD2)の負荷を回す場合、ローター内部では目に見えない破壊が進行します。
始動時、ローターバー(導体)には大電流による急激なジュール熱が発生し、熱膨張によってバーが軸方向および径方向に伸びようとします。同時に、ローターバーにはフレミングの左手の法則に従って巨大な電磁力(ローレンツ力)が働き、バーをスロットの底に向かって押し付ける力や、回転方向とは逆方向に曲げようとする応力が加わります。
この熱膨張による変形と電磁力による機械的応力がサイクルとなって繰り返されると、バーとエンドリングの接合部付近に応力が集中し、熱機械的疲労による微小なクラック(亀裂)が発生します。
クラックが入るとその部分の電気抵抗が増大し、さらに局所的な発熱が加速するという悪循環に陥ります。最終的にバーが破断すると、トルクの脈動、すべりの増加、そして異常な電磁騒音を引き起こし、最悪の場合は破断したバーが遠心力で飛び出してステータ巻線を破壊する大事故へと繋がります。
状態監視保全(CBM)を支える最新診断技術
産業用電動機の保全戦略は、壊れてから直す事後保全や、定期的に部品を交換する時間計画保全から、機器の健康状態を常に把握する状態監視保全(CBM)へと移行しています。
設備ライフサイクルコストの最小化を目指す上で、故障の予兆を微細な変化として捉える診断技術は不可欠です。これらの技術は、設備を停止して行う静的診断と、運転状態のまま行う動的診断に大別され、互いに補完し合うことで精度の高い健康診断を実現します。
静的診断:絶縁抵抗のパラドックスとMCAの威力
電動機の電気的トラブルの多くは、固定子巻線の絶縁劣化に起因します。絶縁体に直流電圧を印加すると、幾何学的容量電流、吸収電流、伝導電流、表面漏れ電流という4つの成分の総和が流れます。このうち、絶縁材の質や劣化度合いを最も色濃く反映するのが、内部の双極子の配向などに起因して数分から数十分かけて緩やかに減衰する吸収電流です。
この時間減衰特性を利用した指標が、電圧印加後10分値と1分値の比をとる成極指数(PI)や、60秒値と30秒値の比をとる誘電吸収比(DAR)です。
しかし現代の現場では、PI値が1.0に近づく現象に注意が必要です。近年のエポキシ系高性能絶縁材などでは吸収電流が極めて速く減衰し、1分以内にほぼゼロになることがあります。この場合、絶縁が極めて良好であるにもかかわらずPI値が1.0付近を示し、不良と誤認されるリスクがあります。そのためIEEE規格では、1分値が5000メガオームを超える場合はPIによる判定を適用しなくてもよいという除外規定が設けられています。
さらに微細な異常を検知する技術として、モータ回路解析(MCA)があります。低電圧の交流信号を注入し、インピーダンスや位相角を三相間で比較します。巻線の絶縁被膜がわずかに劣化し、ターン間短絡の初期症状が発生すると、直流抵抗値に変化が現れるよりも先に、渦電流損の増大によって位相角や電流周波数応答が変化します。この予兆を捉えることで、致命的な焼損を未然に防ぐことが可能です。
振動解析:速度RMSの物理的意味とエンベロープ処理
機械的な異常は振動として顕在化します。ISO 10816-3に基づく汎用モータの振動評価では、主に振動速度のRMS値が用いられます。変位や加速度ではなく速度が採用される理由は、速度が振動エネルギー、すなわち機械に疲労破壊をもたらす能力に直接比例するためです。
また、モータが設置されている基礎の剛性も重要です。防振ゴムなどの弾性基礎では振動エネルギーが逃げずに振幅が大きくなりやすいため、剛性基礎よりも許容値が高く設定されています。
一方で、機械的故障の半数以上を占める軸受(ベアリング)の初期損傷は、金属接触による極めて短時間の衝撃として発生します。この衝撃波のエネルギーは小さく、通常の振動速度スペクトルではアンバランスなどの低周波成分に埋もれてしまいます。
そこで必須となるのがエンベロープ解析です。軸受の固有振動数付近の高周波帯域のみをフィルタで抽出し、波形の包絡線(エンベロープ)を検波することで、転動体が傷を叩く周期的な衝撃を低周波領域に復元します。これにより、振動速度が上昇するはるか手前の段階で軸受の寿命を予測できます。
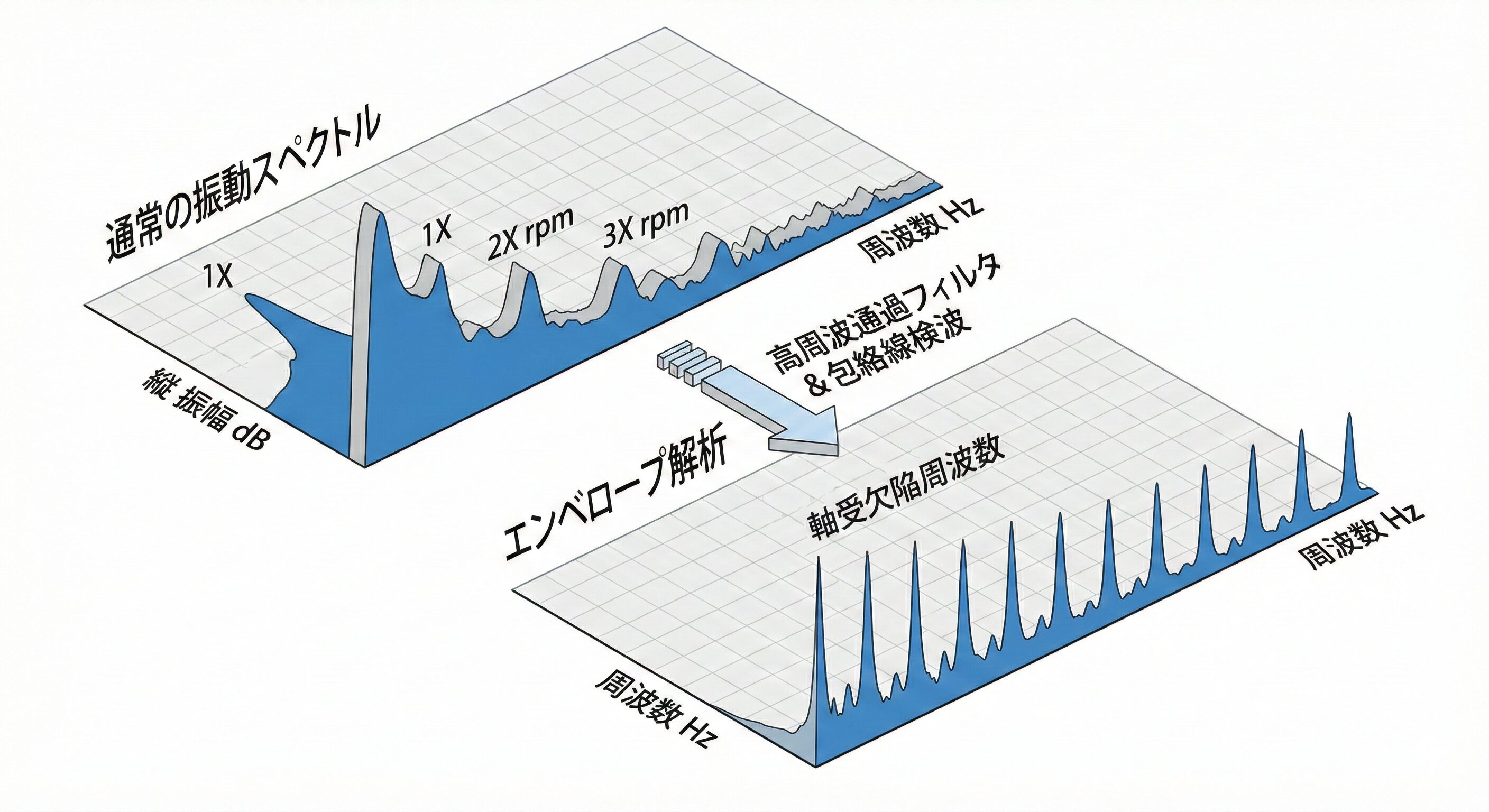
正常な振動スペクトルとエンベロープ処理による軸受欠陥周波数の抽出メカニズム
動的電気診断:ESAによる見えないローターバーの監視
運転中の電流と電圧波形を同時に解析する電気的シグネチャ解析(ESA)は、モータの内部状態を透視する強力な技術です。電流のみを測定するMCSAと異なり、ESAは電圧変動の影響を分離し、空隙トルクなどの高度なパラメータを算出できる点で診断精度が格段に優れています。
特に、かご形誘導電動機のローターバー破断の検知において業界標準となっています。過酷な始動などによってローターバーにクラックが入ると、ローター内の電流分布が不均一になり、逆相の磁界成分が発生します。これが固定子巻線に作用し、電源周波数の両側に、すべり周波数の2倍の間隔を持つ特徴的なサイドバンド(側帯波)を誘起します。
異常の深刻度は、基本波のピーク振幅に対するサイドバンドの振幅差をデシベルで評価します。振幅差が小さいほどサイドバンドが大きいことを意味し、例えば振幅差が42デシベルを下回ると、1本以上のバーが破断している可能性が高いと判定されます。
現場での診断における最大の注意点は負荷率です。負荷が軽いとすべりがゼロに近づくため、サイドバンドが基本波に接近して通常の解析では分離不能となります。またローター電流自体も小さくなるため異常のサインが減少し、見逃すリスクが高まります。したがって、ESAは可能な限り定格負荷の50%以上がかかった状態で実施する必要があります。
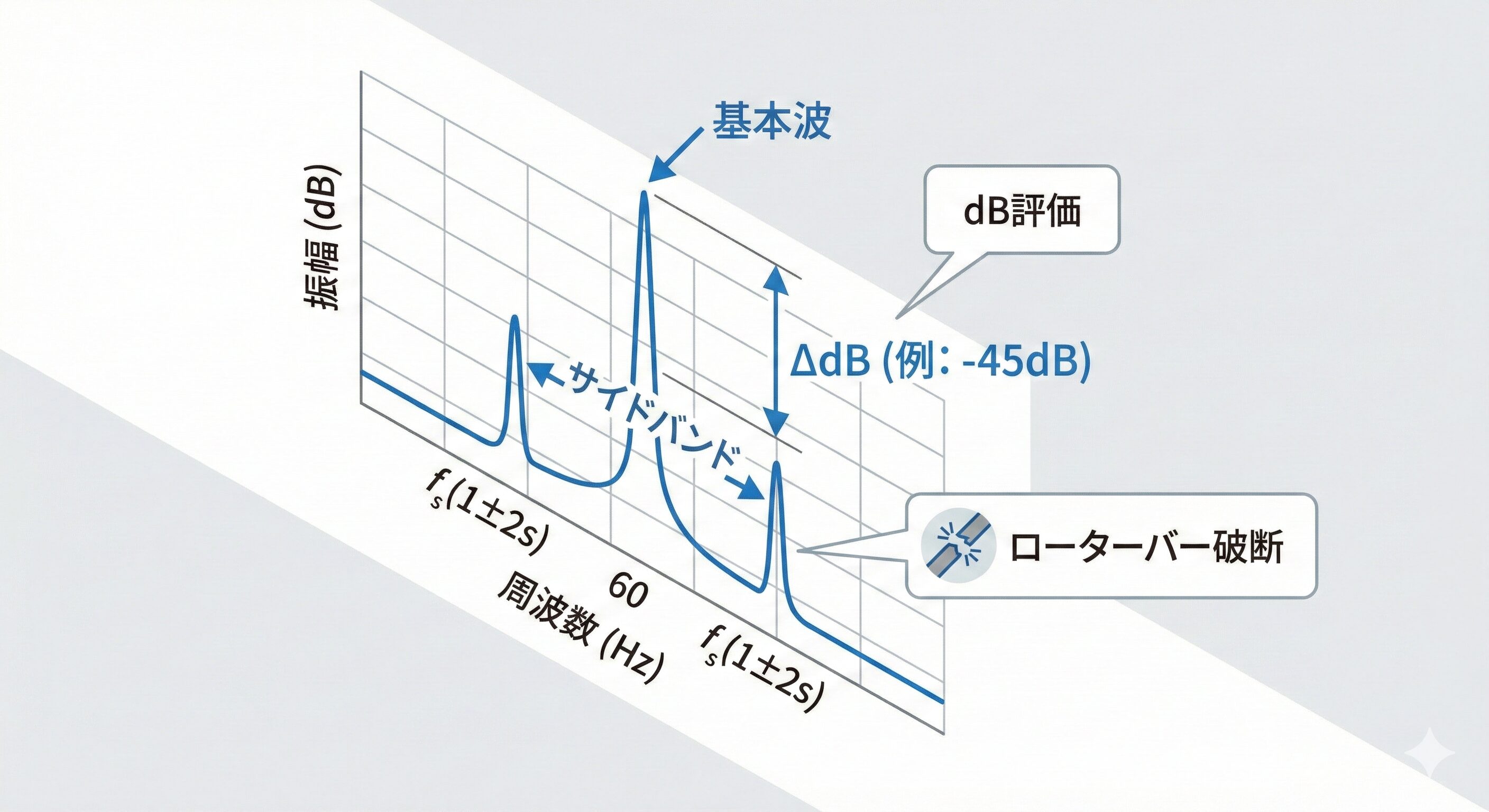
ローターバー破断時に見られる電流スペクトルのサイドバンド
熱的診断:NETA規格の温度判定と放射率の罠
電気的な接触不良や機械的な摩擦など、あらゆる異常は最終的に熱として現れます。赤外線サーモグラフィは稼働中の設備を非接触で診断できる優れたツールであり、米国NETA規格に基づく温度差(Delta T)による評価が広く用いられています。
同等の負荷がかかっている類似部品(例えば三相モータの各相端子)の温度を比較し、その差が15度を超える場合は、重大な異常が進行していると判定され即時補修が求められます。
しかし、サーモグラフィ測定には「放射率」という物理的な落とし穴があります。対象物が赤外線を放射する割合を示すこの数値は、材質や表面状態によって大きく異なります。塗装されたモータ筐体は高い放射率を持ちますが、端子台の新しい銅導体などは放射率が極めて低く、周囲の熱源を鏡のように反射してしまいます。
これをそのまま測定すると実際の温度より低く表示されるなど、誤った診断を下す原因となります。正確な温度を把握するためには、測定対象に黒体テープを貼るなどして放射率を既知の高い値に意図的に固定する現場の工夫が不可欠です。
トラブルシューティングの実践と根本原因分析(RCA)
現場でモータが停止したとき、最も避けるべきは「とりあえずリセットして再起動する」あるいは「現象だけを見て部品を交換する」という対症療法です。トラブルシューティングの本質は、不具合の根本原因を物理学的・数理的根拠に基づいて特定し、システム全体の信頼性を向上させる根本原因分析(RCA:Root Cause Analysis)にあります。
トラブル発生時の初動対応と証拠の凍結
異常が発生した直後の現場には、原因究明のための無数の「証拠」が残されています。焦ってモータを分解したり、周辺機器を清掃したりすることは、これらの証拠を隠滅する行為に他なりません。初動対応で最も重要なのは「証拠の凍結」と「機能的切り分け」です。
例えば、過電流でトリップした場合、すぐにブレーカーを再投入するのではなく、まずモータの表面温度や異臭を確認します。次に、モータと被駆動機(負荷)を繋ぐカップリングを切り離し、モータ単体で手回しができるか(機械的なロックダウンがないか)、巻線の絶縁抵抗や相間抵抗に異常がないか(電気的な短絡がないか)を切り分けて確認します。
この論理的なステップを踏むことで、原因が電源側にあるのか、モータ内部にあるのか、それとも負荷側にあるのかを確実に絞り込むことができます。
ケーススタディ1:VFD駆動におけるキャンベル線図と共振回避
インバータ(VFD)を使用してモータの回転速度を可変させるシステムにおいて、特定の速度帯で配管や架台が激しく振動し、モータのベアリングが早期破損するトラブルが頻発します。この現象の根本原因の多くは「機械的共振」です。
すべての機械構造物には、叩いたときに響く独自の「固有振動数」が存在します。モータの回転速度(あるいはその高調波成分)が引き起こす強制振動の周波数が、この固有振動数と一致したとき、振動振幅が無限大に発散しようとする共振現象が起きます。
設計・保全エンジニアは、横軸に回転速度、縦軸に周波数をとった「キャンベル線図」を描くことで、この危険な交点(危険速度:クリティカルスピード)を可視化します。現場での実践的な対策としては、インバータのパラメータ設定にある「ジャンプ周波数(スキップ周波数)」機能を活用します。共振が起きる回転速度帯をまたぐように設定することで、モータはその危険な速度帯で連続運転することなく、安全な速度域へと瞬時に移行し、機械的破壊を回避することができます。
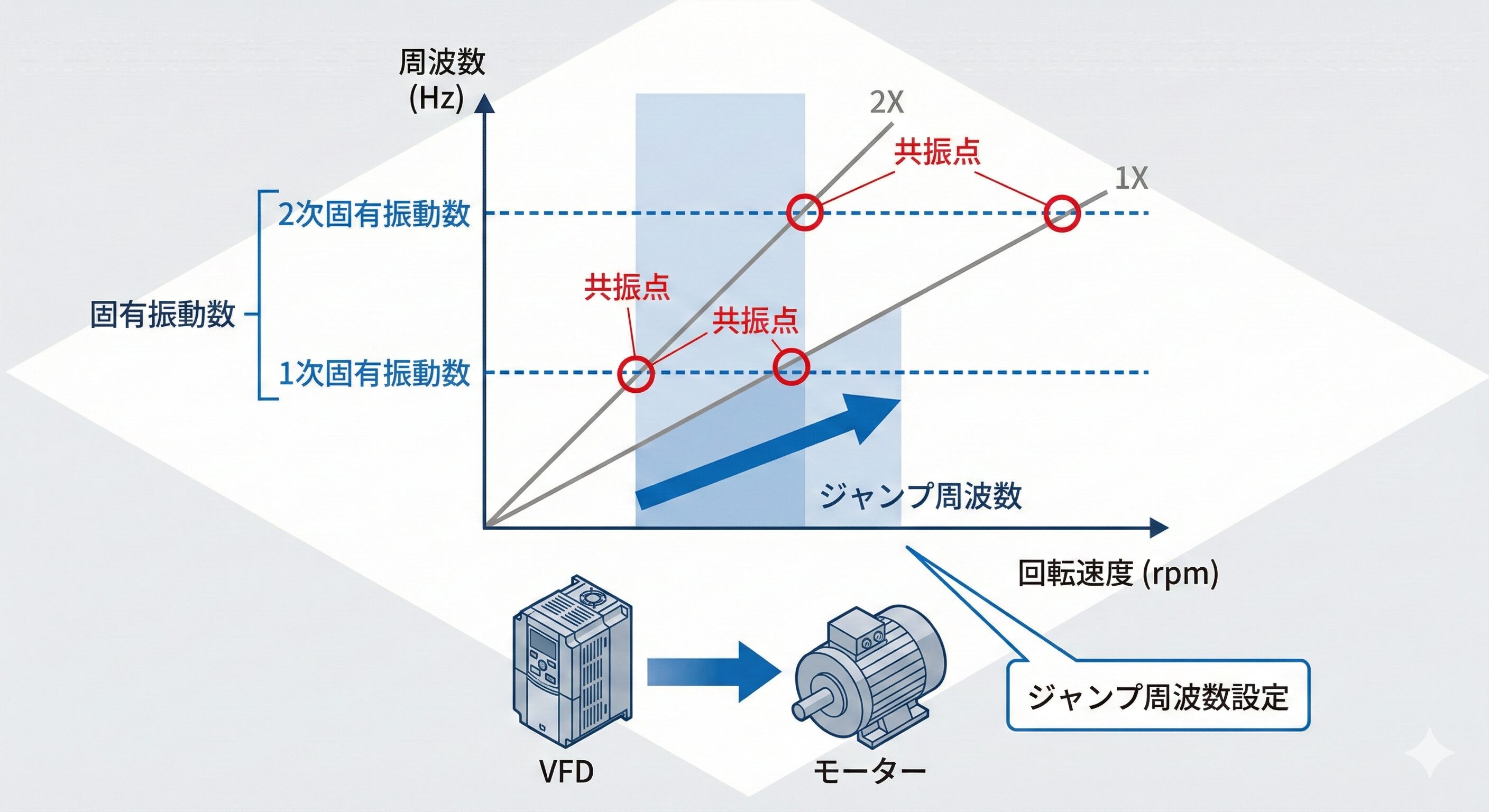
固有振動数と強制振動の交点を示すキャンベル線図とジャンプ周波数設定の概念図
ケーススタディ2:軸受の適正グリース管理とはめあい公差
モータのオーバーホール後、数ヶ月で軸受が異常発熱して焼き付くというトラブルの多くは、「グリースの過剰封入」または「内部すきまの選定ミス」に起因します。
良かれと思ってグリースを空間一杯に充填すると、ボールが高速でグリースを撹拌(かくはん)し続けることになり、強烈な流体摩擦熱が発生します。この熱によってグリースの基油(ベースオイル)の粘度が極端に低下し、油膜が破断して金属接触に至ります。
適正なグリース補給量については、SKF社などが提唱する計算式が現場で広く用いられています。補給量(グラム)を$G_p$、軸受外径(ミリメートル)を$D$、軸受幅(ミリメートル)を$B$としたとき、以下の式で算出します。
また、モータの発熱による軸の熱膨張を考慮し、産業用モータの軸受には標準すきま(CN)ではなく、やや広めの内部すきまを持つ「C3」クラスが指定されることが一般的です。これを無視して標準品を組み込むと、運転時の温度上昇によって内部のすきまがゼロ(マイナスすきま)になり、異常な予圧がかかってあっという間に焼き付いてしまいます。
ケーススタディ3:電圧不平衡がもたらす逆相電流の恐怖
三相モータが定格負荷以下の電流で運転しているにもかかわらず、異常に発熱してサーマルリレーが動作するケースがあります。このとき、エンジニアは各相の電流だけでなく「電圧の不平衡」を疑う必要があります。
NEMA(米国電気製造業者協会)規格MG1では、電圧不平衡率がわずか1%であっても、モータに悪影響を及ぼすと警告しています。三相電圧に不平衡が生じると、対称座標法における「逆相成分」が発生します。この逆相電圧は、本来の回転磁界とは逆方向に回る磁界を作り出します。
ローターから見ると、この逆相磁界は同期速度の約2倍という猛烈なスピードで逆方向から交差してくるため、ローターバーに電源周波数の約2倍の高周波電流を誘起させます。この高周波電流は表皮効果によってローターバーの表面付近に集中して流れ、実効的な抵抗値を跳ね上がらせて巨大なジュール熱(ローター銅損)を発生させます。
一般に、電圧不平衡率の2乗の約2倍の割合でモータの温度が上昇すると言われており、不平衡率が3%であれば約18%も温度が上昇します。
このような事態を防ぐため、現場では電圧不平衡率を2%以内に管理するとともに、従来の熱動式サーマルリレーから、逆相電流を個別に検知して演算保護できる電子式モータ保護リレー(EOCR)へのアップグレードが根本的な解決策となります。
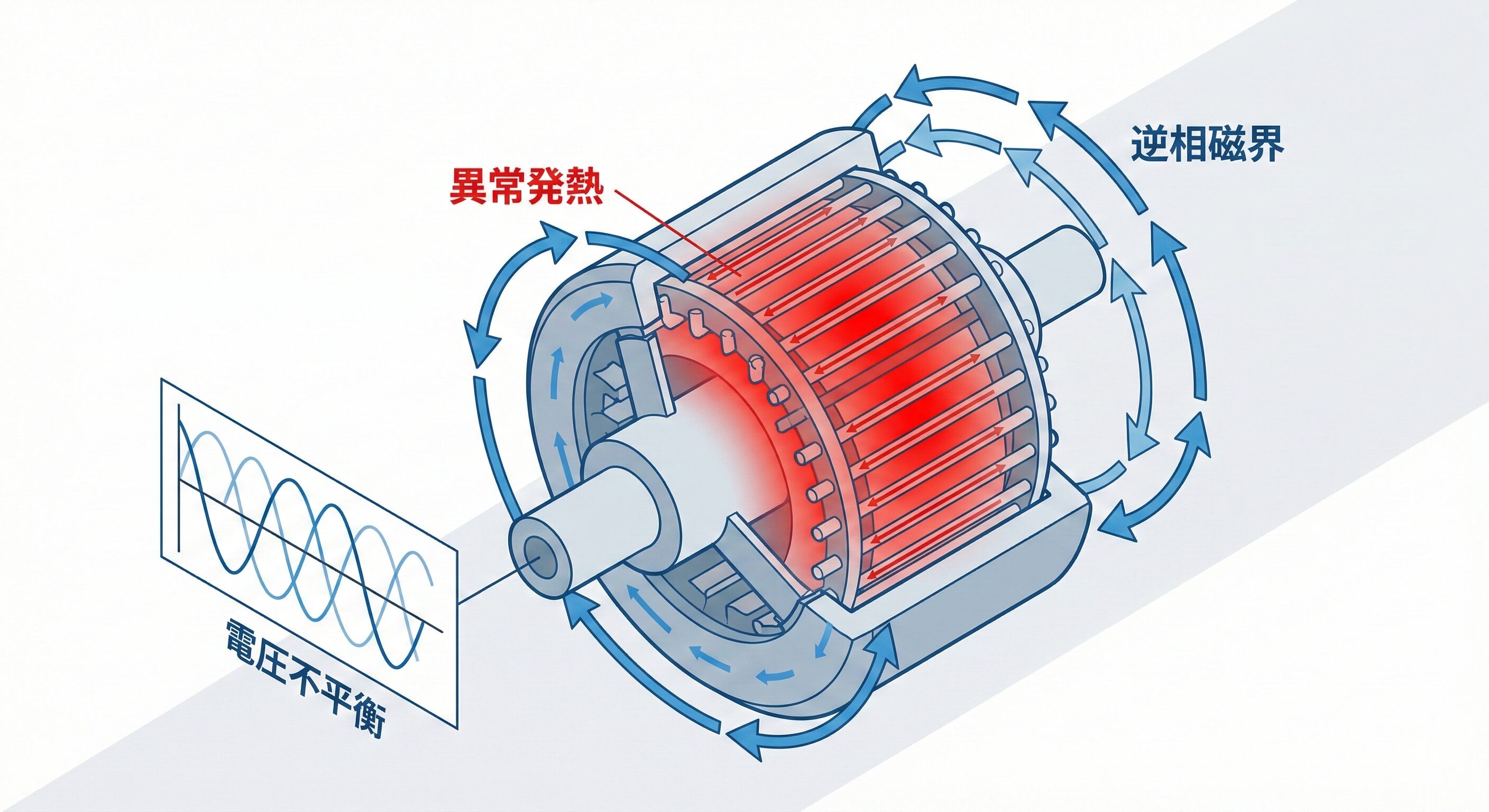
電圧不平衡による逆相電流の発生メカニズムとモータ発熱への影響を示す図
まとめ
-
ライフサイクルコストと基礎原理に基づく選定 モータの生涯コストは電気代が95パーセント以上を占めます。初期費用にとらわれず、高効率素材の採用や冷却方式、絶縁階級などの本質的な仕様を吟味してください。
-
現代特有のストレスに対する先回りの対策 インバータ駆動などに伴うTEAMストレス(熱・電気・環境・機械)を理解し、サージ対策や軸受の電食対策などの防衛策を設計段階から組み込んでください。
-
多角的な診断による状態監視保全への移行 事後保全から脱却するため、絶縁抵抗の正しい解釈や、振動のエンベロープ解析、電流波形の解析などを駆使し、複合的に設備の健康状態を把握してください。
-
証拠の凍結と論理的な根本原因分析の徹底 トラブル発生時は安易にリセットせず、まずは現場の証拠を保全してください。共振、潤滑不良、電圧不平衡などの物理的な根本原因を特定し、再発を防止することが重要です。
これらを意識するだけで、設備の信頼性は大きく向上します。ぜひ現場での実践に役立ててください。


コメント